

ATE Systems has developed the next generation of microwave instrument calibration technology. This third generation approach is fully automated, virtually eliminating the possibility of user-induced error, while providing accuracy that meets TRL-level verification and significantly reducing the time required for calibration.
The first generation approach, still in common use today, involves connecting mechanical calibration artifacts to the instrument and measuring them to determine systematic error terms. This technique typically involves connecting a series of reflection standards to each test port one at a time, and making through connections between pairs of test ports. Alternate calibration techniques involve some variations on this general approach, but all involve connecting and disconnecting a series of calibration standards at each test port.
The second generation approach was originally developed by ATN Microwave in 1988 and is commonly known today as eCal. The eCal module replaces the mechanical artifacts with electronic impedance standards, and incorporates internal switching to connect each standard to each port at the proper time. When the eCal module is connected to the VNA test ports, the VNA calibration wizard switches through each state, measuring the response as it goes. After the calibration is done, the user disconnects the eCal module and connects the DUT.
ATE’s third generation approach, InCal, takes eCal to the next level. Like eCal it utilizes electronic impedance standards. Unlike eCal, though, it can be connected to the test system once and does not need to be removed. Calibration can be performed with or without the DUT connected, and measurements are made without removing the calibration system.
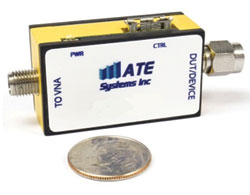
Figure 1 Fixture characterization module.
Implementation
The InCal system consists of two parts. The Instrument Correction Module is used to perform a fully automated, in-situ calibration of the test instrument. This provides error corrected data at the test ports of the instrument. The Fixture Characterization Module (FCM) is used to perform a fully automated, in-situ characterization of the path between the instrument and the DUT or test fixture (see Figure 1). This brings the reference plane directly to the DUT.
Benefits
Using InCal offers some significant advantages over the first two generation techniques. By configuring the system hardware once and not connecting and disconnecting different pieces, the chances of making an incorrect connection or applying an improper torque to a connector resulting in a bad calibration are eliminated. The wear and tear on the connectors is greatly reduced, preserving the electrical integrity of the calibration standards, and virtually eliminating the need to repair connectors or replace worn standards.
Since the connect/disconnect cycles are eliminated for calibration, the time required for calibration can be dramatically reduced. This is not just a convenience, but it can be a significant cost saver, especially for multiport device measurements or applications where throughput drives cost. Furthermore, InCal is easily expandable to extremely high port-count devices where the time and cost improvements grow exponentially with the number of ports.
The electronic impedance standards of InCal are transfer standards characterized to TRL level accuracy resulting in excellent measurements. If there is suspicion that the instrumentation has drifted during measurement, just press the calibrate button and then make another measurement. This is done without disturbing the measurement setup.
By making the calibration process nearly transparent, the expertise required of the operator is reduced. Making measurements with a VNA using InCal becomes easier than using an oscilloscope while delivering superior accuracy.
Manufacturing Environment Case Study
This calibration technology has been incorporated into custom test fixtures that ATE Systems developed for a customer to address their need to improve operational efficiency and reduce the cost of test. Central to this activity were reducing calibration time and operator error. Throughput is critical to profitability in a manufacturing environment, and time spent calibrating a test system is time when throughput stops since testing is not being performed. Typically, improving throughput requires some combination of additional test systems being purchased, additional operators being hired, overtime being paid or shipments being delayed. All of these options have real, tangible costs associated with them.
Obtaining accurate test data is also important in manufacturing from an overall throughput point of view to ensure that bad parts are screened out, that good parts are not rejected, and that retesting is avoided. Of these, not screening bad parts can be the most costly since it can result in field failures, customer returns, customer dissatisfaction, and potential loss of future business.
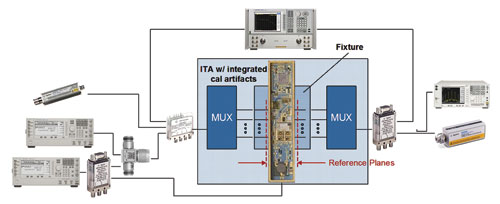
Figure 2 The InCal system addressed all of the customer's calibration needs.
These two factors highlight the need for improving system throughput, and this can be done economically by reducing the time required for system calibration, providing a system able to support accurate measurements, and eliminating, to the extent possible, bad data resulting from operator-induced errors. The InCal system addresses all of these issues and has been successfully applied to an existing multiport, multifunctional test system in a flexible manufacturing environment at a customer’s facility (see Figure 2). By integrating InCal into the test fixtures, the customer is able to nearly double the throughput, reducing the cost of test in half while achieving excellent accuracy.
ATE Systems,
Billerica, MA
(978) 362-1850,
www.atesystems.com