
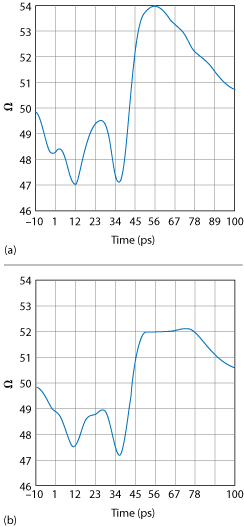
Figure 1 TDR response of the initial connector design (a) and after tuning to reduce the inductive hump (b).
Figure 1 shows a real example of iterative design and the utility of having a precision machine shop in-house. Early in the design, it was clear that the transition from cable to connector had an impedance mismatch which severely affected performance. The time domain reflectometry (TDR) function on the network analyzer highlighted this, and the most promising design change was adjusting the dimension on one of the component parts by either 0.001 or 0.002 in. (0.025 or 0.051 mm). Having a machine shop onsite made the decision easy: make two parts. Figure 1a shows “before” and Figure 1b “after.” Having two parts with one dimension being a thousandth of an inch (0.025 mm) different made the fine tuning process easy. From Figure 1a, the design had a 54 Ω inductive hump; slightly modifying a component part reduced the inductive hump to 52 Ω, as shown in Figure 1b. There is also a corresponding improvement, although less dramatic, in the capacitive dip in the connector, by 0.5 Ω. This is an example of the tuning process, as improvement leads to change, which leads to compromise, which leads to iteration. Fixing one section of the connector changes the response of another section, making design modifications a series of compromises.
While all of these problems apply to the development and testing of the 1 mm thread-on connector, there are additional perils with push-on connectors (e.g., SMPS and proprietary variants). These connectors have the theoretical capability of reaching 100 GHz into an air section, but most of the vendors have not tested them to that frequency because they do not have the equipment. This market segment is small, and the capital expense of a 110 GHz VNA cannot be justified. There are very few 1 mm to SMPS or proprietary variant adapters that are available for testing; the ones that are available are very expensive and, normally, you need two. There may not be any calibration kits for the push-on connectors. This means gating is used to get a realistic reading, which is somewhat interpretive. The concept of allowable axial and radial misalignment can lead to non-repeatable measurements.
TEST
The first hurdle with testing is the cost of the equipment and creating and approving the business case. This effort is not for the faint of heart: a VNA capable testing up to 110 GHz costs more than $400,000, the calibration kit is over $30,000 and adapters are $1,500 apiece (cheaper by the dozen). There is no way around this expense if you want to develop or manufacture E- and W-Band cable assemblies.
A VNA of this type is much like our brains; we only harness about 10 percent of the capability of the machine. While, in rare instances, some esoteric functions will be used, the same setup is normally used all the time. This means the test setup and test technician are critical to successful cable and connector development and subsequent manufacturing. Since these machines are used in various applications and organizations (e.g., universities, electronic hardware testing), your Anritsu, Keysight or Rohde & Schwarz applications engineer may not be familiar with the eccentricities of the 110 GHz coaxial cable assembly. Your test technician might provide the needed perspective to solve a problem. Allow him or her to get training from your VNA vendor, just a little bit at a time. With so many equipment functions to learn, it takes time to digest the initial training, spend time on the unit, test, make mistakes, test again and come up with the next set of questions.
Different brands of adapters perform differently, and while price is normally predictive of performance, this is not always the case. When figuring out what adapters work best in your environment, do not buy enough to hit the first price break. Buy a couple and see how they work before committing. Because of the price of the adapters, proper interface care and handling of the connectors is a must. Inspect the connector interface under magnification to insure no damage.
These are sensitive machines that are affected by temperature shifts. A 0.5°C change in temperature, which is quite normal in a loosely temperature-controlled test environment from the morning to the afternoon, can affect performance. The calibration may not last long and, if the measurements are critical, it is safer to do a new calibration. An indication of an old calibration is a nonlinear response at the frequency where the VNA extender takes the signal to 110 GHz or accelerated degradation at the upper frequency limit.